Products »
Cold Work Tool Steels
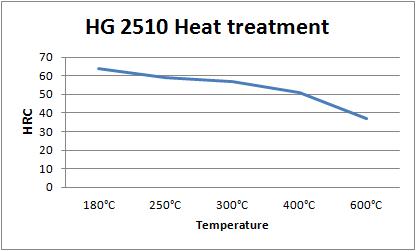
HG 2510 (DIN 1.2510, AISI O1, SKS3)
1) Chemical Composition and its permissible allowance: %
| C | Mn | Si | P | S | Cr | V | W |
| 0.85-1.00 | 1.00-1.40 | 0.10-0.50 | ≤0.03 | ≤0.03 | 0.40-0.70 | ≤0.30 | 0.40-0.60 |
| +/-0.03 | +/-0.05 | +/-0.03 | +0.005 | +/-0.005 | +/-0.05 | +/-0.02 | +/-0.05 |
2) Application
Slice Stamping mold, medium run dies, trimmer dies, tube expander rolls, plastic molds and cutting tools, such as woodworking knives, collets, cutting hobs and strip slitting cutter, broach, filament hammer and gauge and complex shape of cold mold, precise screw.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled. |
4) Forging
Heat slowly and begin forging at 980-1000°C. Do not forge below 800°C. After forging cool slowly preferably in a furnace.
5) Heat treatment
Soft Annealing
Heat the tool steel slowly to 740-760°C, cool slowly in furnace. This will produce a maximum Brinell hardness about 229HB.
Stress Relieving
When heavily machined, ground or otherwise subject to cold work, stress relieving will be beneficial prior to hardening. Heat the component carefully to 670-700°C, soak well and allow cooling in air.
Hardening
Harden from a temperature of 780-820°C followed by oil, warm bath (180-220°C) quenching. Hardness after quenching is 62-64 HRC.
Tempering
Tempering is always necessary after hardening. Temper between 100°C-350°C. Soak well at the selected temperature and soak for at least one hour per 25mm of total thickness.
Hardness after hardening and tempering is as following table and graph:
| Temperature | 180°C | 250°C | 300°C | 400°C | 600°C |
| HRC | 64 | 59 | 57 | 51 | 37 |
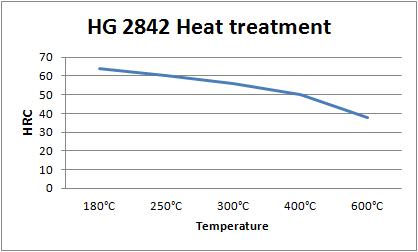
HG 2842 (DIN 1.2842, AISI O2)
1) Chemical Composition and its permissible allowance: %
| C | Mn | Si | P | S | Cr | V |
| 0.85-0.95 | 1.80-2.20 | 0.10-0.40 | ≤0.03 | ≤0.03 | 0.20-0.50 | 0.05-0.20 |
| +/-0.03 | +/-0.08 | +/-0.03 | +0.005 | +/-0.005 | +/-0.05 | +/-0.02 |
2) Application
Tool steel for universal use, cutting and stamping tools for sheet up to 6 mm thickness, thread-cutting tools, reamers, gauges, measuring tools, plastic molds, shear blades, guide strips and ejector pins.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat slowly and begin forging at 850-1050°C, after forging cool slowly preferably in a furnace.
5) Heat treatment
Soft Annealing
Heat the tool steel slowly to 680-720°C, cool slowly in furnace. This will produce a maximum Brinell hardness about 229HB.
Stress Relieving
Heat up to 650°C, cooling in furnace.
Hardening
Harden from a temperature of 790-820°C followed by oil, Lwarm bath (180-220°C) quenching. Hardness after quenching is 64 HRC.
Tempering
Tempering is always necessary after hardening. Soak well at the selected temperature and soak for at least one hour per 25mm of total thickness. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C | 600°C |
| HRC | 64 | 60 | 56 | 50 | 38 |
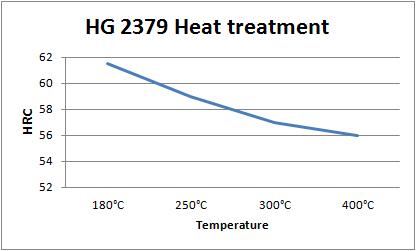
HG 2379 (DIN 1.2379, AISI D2, SKD11, DC53,Cr12Mo1V1)
1) Chemical Composition and its permissible allowance: %
1.2379 as per ISO4957
| C | Mn | Si | P | S | Cr | Mo | V |
| 1.45-1.60 | 0.20-0.60 | 0.10-0.60 | ≤0.03 | ≤0.03 | 11.00-13.00 | 0.70-1.00 | 0.70-1.00 |
| +/-0.04 | +/-0.04 | +/-0.03 | +0.005 | +/-0.005 | +/-0.15 | +/-0.05 | +/-0.04 |
2) Cold working mould, cutting tools and measuring instrument, such as punching and blanking dies, deep drawing dies, cupping dies, shear blades for strip and sheet including flying shears, circular cutters for cold rolled strip, trimmer dies, thread rolling dies, broaches, plug gauges, ring gauges.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat the 1.2379 tool steel slowly and uniformly to 700°C then more rapidly to 900-1040°C. After forging cool down slowly.
5) Heat treatment
Annealing
Hardness as delivered condition is at max 255HB. To anneal, heat slowly and uniformly to 900°C. Soak for three to four hours and allow to cool in the furnace to room temperature. Re-heat to 800-1040°C and again soak for three to four hours. Allow to cool in the furnace to room temperature.
Stress Relieving
When heavily machined, ground or otherwise subject to cold work, stress relieving will be beneficial prior to hardening. Heat the component carefully to 600-650°C, Soak well and cool in the furnace or in air. The tools may then be finish machined before hardening
Hardening
Pre heat the 1.2379 tool steel component to 750-800°C. and allow to soak at this temperature. The tool temperature should then be brought up to 1000-1030°C for air cooling, or 980°C for oil quenching. Soak thoroughly at the temperature for thirty minutes per 25mm of ruling section, then cool or quench accordingly. It is important not to exceed 1020°C when heating for hardening. The hardness could reach minimum 59HRC.
Tempering
Double tempering of is recommended. Heat slowly and uniformly. When the 1.2379 components has reached the desired temperature, soak for at least sixty minutes. The second tempering should be a repetition of the first. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C |
| HRC | 61-62 | 59 | 57 | 56 |
HG 2379 (DIN 1.2379, AISI D2, SKD11, DC53,Cr12Mo1V1)
1) Chemical Composition and its permissible allowance: %
D2 (Cr12Mo1V1)
| C | Mn | Si | P | S | Cr | Mo | V |
| 1.40-1.60 | 0.10-0.60 | 0.10-0.60 | ≤0.03 | ≤0.03 | 11.00-13.00 | 0.70-1.20 | 0.50-1.10 |
| +/-0.04 | +/-0.04 | +/-0.03 | +0.005 | +/-0.005 | +/-0.15 | +/-0.05 | +/-0.04 |
2) Cold working mould, cutting tools and measuring instrument, such as punching and blanking dies, deep drawing dies, cupping dies, shear blades for strip and sheet including flying shears, circular cutters for cold rolled strip, trimmer dies, thread rolling dies, broaches, plug gauges, ring gauges.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat the 1.2379 tool steel slowly and uniformly to 700°C then more rapidly to 900-1040°C. After forging cool down slowly.
5) Heat treatment
Annealing
Hardness as delivered condition is at max 255HB. To anneal, heat slowly and uniformly to 900°C. Soak for three to four hours and allow to cool in the furnace to room temperature. Re-heat to 800-1040°C and again soak for three to four hours. Allow to cool in the furnace to room temperature.
Stress Relieving
When heavily machined, ground or otherwise subject to cold work, stress relieving will be beneficial prior to hardening. Heat the component carefully to 600-650°C, Soak well and cool in the furnace or in air. The tools may then be finish machined before hardening
Hardening
Pre heat the 1.2379 tool steel component to 750-800°C. and allow to soak at this temperature. The tool temperature should then be brought up to 1000-1030°C for air cooling, or 980°C for oil quenching. Soak thoroughly at the temperature for thirty minutes per 25mm of ruling section, then cool or quench accordingly. It is important not to exceed 1020°C when heating for hardening. The hardness could reach minimum 59HRC.
Tempering
Double tempering of is recommended. Heat slowly and uniformly. When the 1.2379 components has reached the desired temperature, soak for at least sixty minutes. The second tempering should be a repetition of the first. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C |
| HRC | 61-62 | 59 | 57 | 56 |
HG 2379 (DIN 1.2379, AISI D2, SKD11, DC53,Cr12Mo1V1)
1) Chemical Composition and its permissible allowance: %
SKD11
| C | Mn | Si | P | S | Cr | Mo | Ni | V |
| 1.40-1.60 | ≤0.60 | ≤0.40 | ≤0.03 | ≤0.03 | 11.00-13.00 | 0.80-1.20 | ≤0.50 | 0.20-0.50 |
| +/-0.04 | +/-0.04 | +/-0.03 | +0.005 | +/-0.005 | +/-0.15 | +/-0.05 | +/-0.05 | +/-0.04 |
2) Cold working mould, cutting tools and measuring instrument, such as punching and blanking dies, deep drawing dies, cupping dies, shear blades for strip and sheet including flying shears, circular cutters for cold rolled strip, trimmer dies, thread rolling dies, broaches, plug gauges, ring gauges.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat the 1.2379 tool steel slowly and uniformly to 700°C then more rapidly to 900-1040°C. After forging cool down slowly.
5) Heat treatment
Annealing
Hardness as delivered condition is at max 255HB. To anneal, heat slowly and uniformly to 900°C. Soak for three to four hours and allow to cool in the furnace to room temperature. Re-heat to 800-1040°C and again soak for three to four hours. Allow to cool in the furnace to room temperature.
Stress Relieving
When heavily machined, ground or otherwise subject to cold work, stress relieving will be beneficial prior to hardening. Heat the component carefully to 600-650°C, Soak well and cool in the furnace or in air. The tools may then be finish machined before hardening
Hardening
Pre heat the 1.2379 tool steel component to 750-800°C. and allow to soak at this temperature. The tool temperature should then be brought up to 1000-1030°C for air cooling, or 980°C for oil quenching. Soak thoroughly at the temperature for thirty minutes per 25mm of ruling section, then cool or quench accordingly. It is important not to exceed 1020°C when heating for hardening. The hardness could reach minimum 59HRC.
Tempering
Double tempering of is recommended. Heat slowly and uniformly. When the 1.2379 components has reached the desired temperature, soak for at least sixty minutes. The second tempering should be a repetition of the first. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C |
| HRC | 61-62 | 59 | 57 | 56 |
HG 2379 (DIN 1.2379, AISI D2, SKD11, DC53,Cr12Mo1V1)
1) Chemical Composition and its permissible allowance: %
DC53
| C | Mn | Si | P | S | Cr | Mo | V |
| 0.90-1.05 | 0.20-0.50 | 0.80-1.10 | ≤0.03 | ≤0.03 | 7.80-8.50 | 1.80-2.10 | 0.15-0.35 |
| +/-0.04 | +/-0.04 | +/-0.03 | +0.005 | +/-0.005 | +/-0.15 | +/-0.05 | +/-0.04 |
2) Cold working mould, cutting tools and measuring instrument, such as punching and blanking dies, deep drawing dies, cupping dies, shear blades for strip and sheet including flying shears, circular cutters for cold rolled strip, trimmer dies, thread rolling dies, broaches, plug gauges, ring gauges.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat the 1.2379 tool steel slowly and uniformly to 700°C then more rapidly to 900-1040°C. After forging cool down slowly.
5) Heat treatment
Annealing
Hardness as delivered condition is at max 255HB. To anneal, heat slowly and uniformly to 900°C. Soak for three to four hours and allow to cool in the furnace to room temperature. Re-heat to 800-1040°C and again soak for three to four hours. Allow to cool in the furnace to room temperature.
Stress Relieving
When heavily machined, ground or otherwise subject to cold work, stress relieving will be beneficial prior to hardening. Heat the component carefully to 600-650°C, Soak well and cool in the furnace or in air. The tools may then be finish machined before hardening
Hardening
Pre heat the 1.2379 tool steel component to 750-800°C. and allow to soak at this temperature. The tool temperature should then be brought up to 1000-1030°C for air cooling, or 980°C for oil quenching. Soak thoroughly at the temperature for thirty minutes per 25mm of ruling section, then cool or quench accordingly. It is important not to exceed 1020°C when heating for hardening. The hardness could reach minimum 59HRC.
Tempering
Double tempering of is recommended. Heat slowly and uniformly. When the 1.2379 components has reached the desired temperature, soak for at least sixty minutes. The second tempering should be a repetition of the first. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C |
| HRC | 61-62 | 59 | 57 | 56 |
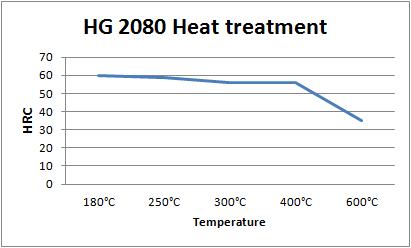
HG 2080 (DIN 1.2080, AISI D3)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr |
| 1.90-2.35 | 0.20-0.60 | 0.10-0.60 | ≤0.03 | ≤0.03 | 11.00-13.00 |
| +/-0.05 | +/-0.04 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.15 |
2) Application
Brick and tile mould liners, master hobs for cold hobbing plastic moulds, tableting punches and sleeves for corrosive powders.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat slowly and begin forging at 1050°-1100°C, should not forge below 900°C.
5) Heat treatment
Soft Annealing
Heat the tool steel slowly to 900°C, Soak for 3hours, cool slowly in furnace to room temperature. Reheat to 820-1030°C ,and again soak for three to four hours and cool into room temperature. This will produce a maximum Brinell hardness about 248HB.
Stress Relieving
Stress relieving should be done after rough machining; this can minimize the possibility of distortion. Heat up to 600-650°C, cooling in furnace or in air.
Hardening
Harden from a temperature of 1000-1020°C for air cooling or 960°C followed by oil quenching, warm bath 180°C quenching. Hardness after quenching is 60HRC.
Tempering
Double tempering is recommended . Soak well at the selected temperature and soak for at least one hour per 25mm of total thickness. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C | 600°C |
| HRC | 60 | 59 | 56 | 56 | 35 |
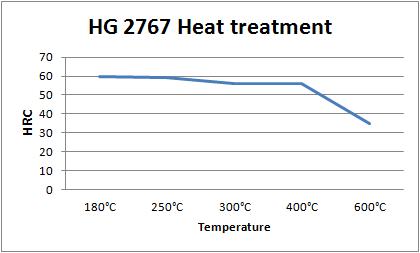
HG 2767 (ISO 1.2767, AISI 6F7 )
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | Mo | Ni |
| 0.40-0.50 | 0.20-0.50 | 0.10-0.40 | ≤0.03 | ≤0.03 | 1.20-1.50 | 0.15-0.35 | 3.80-4.30 |
| +/-0.03 | +/-0.04 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.07 | +/-0.03 | +/-0.07 |
2) Application
It is primarily used for dies in plastic injection molding application that involve high stresses. Other applications include blanking dies, forging dies, and industrial blades, cutting tools.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat slowly and begin forging at 1050°C, after forging cool slowly in furnace should not forge below 850°C.
5) Heat treatment
Soft Annealing
Heat the tool steel slowly to 650°C, Soak and cool slowly in furnace to 600°C then cool in air. This will produce a maximum Brinell hardness about 262HB.
Stress Relieving
Stress relieving should be done after rough machining; this can minimize the possibility of distortion. Heat up to 650°C, cooling in air.
Hardening
Harden from a temperature of 650-700°C , soaking and then heating to 850°C followed by oil quenching or by air. Hardness after quenching is 52HRC.
Tempering
Slow heat up at 180°C, soak for at least one hour per 25mm of total thickness. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C | 600°C |
| HRC | 60 | 59 | 56 | 56 | 35 |
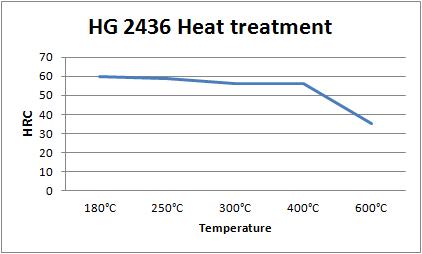
HG 2436 (ISO 1.2436, AISI D6 )
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | W |
| 2.00-2.30 | 0.30-0.60 | 0.10-0.40 | ≤0.03 | ≤0.03 | 11.00-13.00 | 0.60-0.80 |
| +/-0.05 | +/-0.04 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.15 | +/-0.04 |
2) Application
It is primarily used for dies in plastic injection molding application that involve high stresses. Other applications include blanking dies, forging dies, and industrial blades, cutting tools.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat slowly and begin forging at 1050°C, after forging cool slowly in furnace should not forge below 850°C.
5) Heat treatment
Soft Annealing
Heat the tool steel slowly to 650°C, Soak and cool slowly in furnace to 600°C then cool in air. This will produce a maximum Brinell hardness about 262HB.
Stress Relieving
Stress relieving should be done after rough machining; this can minimize the possibility of distortion. Heat up to 650°C, cooling in air.
Hardening
Harden from a temperature of 650-700°C , soaking and then heating to 850°C followed by oil quenching or by air. Hardness after quenching is 52HRC.
Tempering
Slow heat up at 180°C, soak for at least one hour per 25mm of total thickness. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C | 600°C |
| HRC | 60 | 59 | 56 | 56 | 35 |
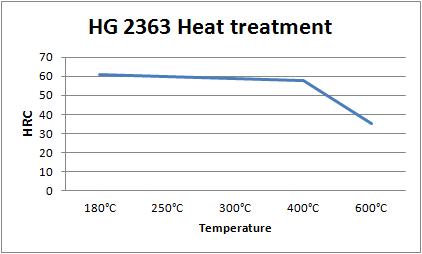
HG 2363 (DIN 1.2363, AISI A2,SKD12)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | Mo | V |
| 0.95-1.05 | 0.40-0.80 | 0.10-0.40 | ≤0.03 | ≤0.03 | 4.80-5.50 | 0.90-1.20 | 0.15-0.35 |
| +/-0.04 | +/-0.04 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.10 | +/-0.05 | +/-0.02 |
2) Application
Cold forging dies, coining dies, cold heading dies, shear blades, knurling tools and as cutting knives for paper, wood.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Preheat at 650-680°C before raising the temperature to 1050-1100°C and soak until uniformly heated. Initial hammer blows should be light due to the comparatively high hot strength of this steel. The forging temperature must be maintained above 1000°C until the metal begins to yield. Final forging should not be done below 900°C. Slow cooling after forging is essential to avoid the possibility of cracking.
5) Heat treatment
Annealing
A2 tool steel is supplied in the annealed condition. Re-annealing will only be necessary if the toolmaker has forged the steel, or if a hardened tool has to be re-machined or re-hardened. Heat slowly to 850-870°C. After a minimum of two hours at this temperature the furnace temperature should be lowered to 730-750°C and held there for four to six hours. Allow to cool very slowly in the furnace to 600°C or below before removing the steel to cool in air. Its hardness can reach 230HB max.
Stress Relieving
When heavy machining and-or grinding of A2 tool steel has been carried out, it is advisable to stress relieve in order to minimize the danger of distortion or cracking during the subsequent heat treatment. To stress-relieve, heat the tools slowly to 670-700oC, soak for a minimum of two hours per 25mm of section and allow to cool down in the furnace. The tools can then be finish machined, leaving on an allowance for final grinding after hardening and tempering.
Hardening
Pre-heat slowly to 790-820°C and thoroughly soak at this temperature. Continue heating to the hardening temperature of 950-980°C. Allow sufficient time for the A2 tool steel component to become evenly heated through. Withdraw from the furnace and then either air cool or oil quench. The steel may be protected against scaling and decarburization by heating in a reducing atmosphere furnace, heating in a neutral salt bath, or by pack hardening. Temper as soon as the tool is hand warm. It’s hardness after hardening is 63HRC max.
Tempering
Double tempering is recommended. Soak well at the selected temperature and soak for at least one hour per 25mm of total thickness. Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C | 600°C |
| HRC | 61 | 60 | 59 | 58 | 35 |
HG 2631 (DIN 1.2631, AISI A8)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | Mo | W |
| 0.50-0.60 | 0.20-0.50 | 0.75-1.10 | ≤0.03 | ≤0.03 | 4.75-5.50 | 1.15-1.65 | 1.00-1.50 |
| +/-0.03 | +/-0.04 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.10 | +/-0.10 | +/-0.07 |
2) Application
Punches, drift pins, pneumatic tools, chuck jaws, hammers, hot rolls, and hot and cold shear knives.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Preheat at 650-680°C before raising the temperature to 1050-1100°C and soak until uniformly heated. Initial hammer blows should be light due to the comparatively high hot strength of this steel. The forging temperature must be maintained above 1000°C until the metal begins to yield. Final forging should not be done below 900°C. Slow cooling after forging is essential to avoid the possibility of cracking.
5) Heat treatment
Annealing
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1550°F (843°C), and hold at temperature for 1 hour per inch (25.4mm) of maximum thickness; 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 50oF per hour (28°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air. The resultant hardness should be a maximum of 241HB.
Stress Relieving
To minimize internal stresses in cross sections greater than 6 inches (152.4 mm) and to improve stability in tools that will be EDM’d after heat treatment, a soaking time of 4 to 6 hours at the tempering temperature is strongly recommended.
Hardening
Preheating:
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1400-1450°F (760-788°C) and equalize.
Austenitizing (High Heat):
Heat slowly from the preheat.
Furnace or Salt: 1825-1850oF (996-1010°C)
Soak for 30 minutes for the first inch (25.4 mm) of thickness, plus 15 minutes for each additional inch (25.4 mm).
Quenching:
Air, pressurized gas, or interrupted oil to 150-125°F (66-51°C).
Note: Sizes over 5 inches (127 mm) in cross section may not achieve full hardness by cooling in still air. It is usually necessary to increase the quench cooling rate between 1400 to 900°F (760 to 482°C) by using an air blast, pressurized gas, or an interrupted oil quench. For the oil quench, quench until black, about 900°F (482°C), then cool in still air to 150-125°F (66-51°C).
Tempering
Temper immediately after quenching. Hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum, then air cool to ambient temperature. The typical tempering range is 300 to 600°F (149 to 316°C). Double tempering is recommended for tempering temperatures of 900°F (482°C) and higher.
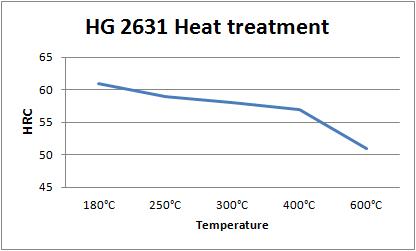
Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C | 600°C |
| HRC | 61 | 59 | 58 | 57 | 51 |
HG 2550 (DIN 1.2550Mod, AISI S5)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | Mo | V |
| 0.50-0.65 | 0.60-1.00 | 1.75-2.25 | ≤0.03 | ≤0.03 | 0.10-0.50 | 0.20-1.35 | 0.15-0.35 |
| +/-0.03 | +/-0.03 | +/-0.05 | +/-0.005 | +/-0.005 | +/-0. 05 | +/-0.05 | +/-0.02 |
2) Application
Shear blades, mandrels, heavy-duty punches, and stamping dies
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat slowly and begin forging at 850-1050°C, after forging cool slowly preferably in a furnace.
5) Heat treatment
Soft Annealing
Annealing must be performed after hot working and before re-hardening.
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1425 – 1475°F (773 – 801°C), and hold at temperature for 1 hour per inch (25.4mm) of maximum thickness; 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 50°F per hour (28°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air. The resultant hardness should be a maximum of 229 HBW.
Stress Relieving
Annealing must be performed after hot working and before re-hardening.
Hardening
Preheating:
Heat at a rate not exceeding 400°F per hour (222°C per hour). For complex and large tools, heat to 1150-1250°F (621-677°C) and equalize. Then heat to 1300-1400°F (704-760°C) and equalize. For simple geometries, use only the second preheating temperature range.
Austenitizing (High Heat):
Heat slowly from the preheat. For Oil Quenching: 1600 – 1700°F (871 – 927°C) For Water Quenching: 1550 – 1650°F (842 – 899°C) Soak for 30 minutes for the first inch (25.4 mm) of thickness, plus 15 minutes for each additional inch (25.4 mm) of thickness.
Quenching:
Oil or water to 150-125°F (66-51°C).
Tempering
Temper immediately after quenching. Hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum, then air cool to ambient temperature. To minimize internal stresses in cross sections greater than 6 inches (152.4 mm) and to improve stability in tools that will be EDM’d after heat treatment, a soaking time of 4 to 6 hours at the tempering temperature is strongly recommended.
Tempering
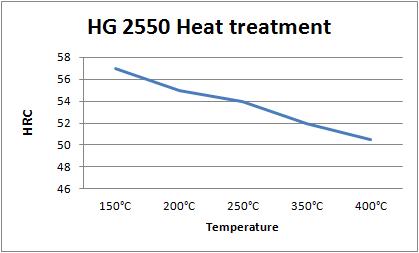
Tempering is always necessary after hardening. Soak well at the selected temperature and soak for at least one hour per 25mm of total thickness. Hardness after hardening and tempering is as following table:
| Temperature | 150°C | 200°C | 250°C | 350°C | 400°C |
| HRC | 58-56 | 56-54 | 55-53 | 53-51 | 52-49 |
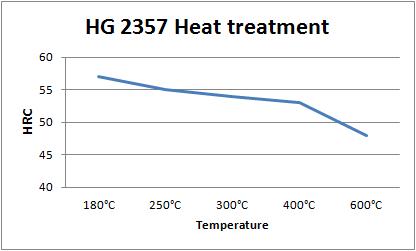
HG 2357 (DIN 1.2357, 50CrMoV13-1, AISI S7)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | Mo | V |
| 0.45-0.55 | 0.20-0.90 | 0.20-1.00 | ≤0.03 | ≤0.03 | 3.00-3.50 | 1.30-1.80 | ≤0.35 |
2) Application
Shear blades, swaging dies, gripper dies, chisels, and punches.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Hot forming temperature: 1066-1121°C.
5) Heat treatment
Soft Annealing
Heat to 810-850°C, cool slowly in furnace. This will produce a maximum Brinell hardness of 229.
Stress Relieving
To relieve machining stresses for greater accuracy in hardening – first rough machine, then anneal below the critical at 649/677°C a minimum of one hour at temperature and cool slowly, then finish machine.
Hardening
Harden from a temperature of 930-960°C followed by air or oil quenching. Hardness after quenching is 59-61 HRC.
Tempering
Tempering temperature: 150-400°C.
Hardness after hardening and tempering is as following table:
| Temperature | 180°C | 250°C | 300°C | 400°C | 600°C |
| HRC | 57 | 55 | 54 | 53 | 48 |